




Top 50 Popular Supplier
20/05/2555 09:21 น. ,
อ่าน 8,877 ครั้ง
PMC PASSWORD
|
20/05/2555 09:21 น. |
เคยไหมครับซื้อ cnc มาแล้วติด password พอหมดประกันเครื่องมีปัญหา พอมีความรู้เรื่อง plc fanuc อยู่บ้างอยากไล่ ladder ดูว่าติดปัญหาอะไรแต่พอเข้าไปดูมันถามหา password ถามตัวแทนจำหน่ายบางทีมันบอกไม่รู้ญี่ปุ่นมันใส่มา บางทีมันก็บอกต้องให้มันเข้ามาแก้ไข alarm ให้ราคามาทีแพงโคตร ถาม password มันก็ไม่บอก บางทีมันบอกต้องเสียเงินซื้อสาระพัดมันจะอ้างโคตรเซ็งเลย หลังจากลองผิดลองถูกมานานตอนนี้ผมไม่ต้องง้อมันแล้ว ผมสามารถปลดล็อคมันสำเร็จแล้ว หากใครมีปัญหาอย่างผมส่ง file ที่ติด password มาเดี่ยวผมจัดให้ torotorocby@hotmail.com ครับ |
ความคิดเห็นที่ 1
|
21/05/2555 13:54 น. |
ขอถามหน่อยครับว่าเครื่อง cnc ของไต้หวัน ยี่ห้อ samson ว่าเวลาจะเดินโปรแกรมซ้ำทำไมต้อง zero return ทุกแกนก่อนทุกครั้ง ถ้าไม่ zero ทุกแกนเครื่องจะเดินตำแหน่งผิด ช่วยแนะนำด้วครับ patapee-ya@hotmail.com |
ความคิดเห็นที่ 2
|
22/05/2555 00:18 น. |
ต้องขอบอกว่าเป็นคำถามที่ตอบแบบฟันธงยากมากครับ ผมขอตอบแบบกว้างๆนะครับถึงสาเหตุที่เป็นไปได้ ถ้าเป็นผมผมจะตั้งสมมุติฐานขึ้นมาก่อนว่าอะไรที่เป็นสาเหตุบ้าง แล้วเลือกข้อที่จะเป็นไปได้มากที่สุดและง่ายในการดำเนินตรวจเช็คมาทำก่อนหัวข้ออื่น แล้วก็ตัดทีละประเด็นครับ ก่อนอื่นต้องถามก่อนว่าเครื่องของพี่เป็นเครื่องอายุกี่ปีแล้วครับ และที่มีปัญหามีปัญหาที่แกนไหนครับอย่าบอกนะครับว่าเป็นทุกแกนเพราะความเป็นไปได้น้อยมาก สำหรับเครื่องยี้ห้อ samson ถือเป็นยี่ห้อที่พอใช้อีกยี้ห้อหนึ่งของไต้หวัน ถ้าอายุเครื่องตั้งแต่ 3 ปีขึ้นไปผมขอตั้งสมมุติฐานดังนี้ครับ |
ความคิดเห็นที่ 3
|
22/05/2555 00:19 น. |
1.ปัญหาแรกอาจมาจากบอลสกรูครับ ถ้าให้ผมเดาของพี่น่าจะใช้ยี่ห้อ Hiwin อันนี้ก็เป็นอีกสาเหตุหนึ่งนะครับส่วนใหญ่แล้วตัวบอลสกรูจะสึก และการสึกการสึกของเขาจะเป็นลักษณะสึกไม่เท่ากันทั้งเส้น พูดง่ายๆคือตัวแหน่งไหนที่มีการเคลื่อนที่บ่อยๆร่องของบอลสกรูจะสึกมากกว่าตำแหน่งอื่นๆส่วนใหญ่จะเป็นตรงกลางโต๊ะเพราะใช้งานบ่อย ส่วนขอบโต๊ะทั้งสองข้างจะสึกน้อยหรือแทบจะไม่สึกครับ ซึ่งเป็นสาเหตุหนึ่งที่ทำให้การเคลื่อนที่ผิดพลาด เนื่องจากการสึกทำให้เกิดการหลวมและทำให้ pich ballscrew กว้างขึ้นหรือลึกขึ้นเกิดค่า backlash มากขึ้นและเกิดค่า pich error ต่างไปจากเดิมที่กำหนดใน parameter ที่ชดเชยมาจากการหาค่าด้วย Laser test จากโรงงานผู้สร้างเครื่อง ปัญหาคือคอนโทรลเลอร์มันไม่สามารถรู้ได้ว่าตอนนี้ตำแหน่งดังกล่าวมันสึกไปเท่าไร มันยังอิงข้อมูลเดิมของค่า pich error ที่ parameter อีกอย่างตัว feed back sensor ส่วนใหญ่เป็น encoder ที่ติดที่ท้ายมอเตอร์ จะ error มากกว่าแบบที่ติด linear sensor ดังนั้นจึงเกิดการเคลื่อนที่จริงผิดพลาด แต่ตัวเลขแสดงตำแหน่งที่คอนโทรลเลอร์จะแสดงตรงตามที่สั่ง เหมือนปกติเพราะ encoder ส่ง pulse กลับมาครบ แนวทางตรวจสอบแลแก้ไข -ทดสอบโดยวิธีที่ง่ายและสามารถทำได้เลยคือ เอานาฬิกาตั้งงานมาตั้งและเซ็ตศูนย์แล้วเขียนโปรแกรมให้วิ่งไปแล้วกลับมาแตะที่เดิมตอนใกล้ๆจะแตะตำแหน่งเดิมอย่าลืมใช้ G01 และใช้ feed ต่ำๆด้วยนะครับเพื่อลดค่าผิดพลาดในการวัดเนื่องจากการแตะแรงอาจทำให้เกิดการคลาดเคลื่อนได้ ทำซ้ำประมาณ 50 - 60 ครั้งแล้วดูค่าก็จะรู้ว่าจุดดังกว่า error ไปเท่าใด แต่จะได้แค่เฉพาะจุดเท่านั้นแนะนำให้ตรวจสอบจุดที่มีการใช้งานบ่อยๆนะครับหากไม่มากนัก ให้ลองนำค่าดังกล่าวที่ได้ไปใส่ใน parameter ชดเชย backlash ส่วนหมายเลขไหนนั้นพี่ต้องบอกผมก่อนว่าใช้คอนโทรลตัวไหนอย่างไรจึงจะระบุหมายเลขและขั้นตอนได้ หลังจากใส่ลองทำเซ็ตศูนย์ใหม่แล้วทดสอบอีกที แต่นี่ไม่ใช่วิธีแก้ปัญหาทั้งหมดนะครับเพราะนี่เป็นแค่การหาค่า backlash และเป็นการตรวจสอบว่าการวิ่งไปกลับของพี่ยังมีค่าคงที่ไม่เพิ่มขึ้นหรือลดลง(เอาทิศทางที่นาฬิกาแตะเป็นหลัก) แต่หากมีการเปลี่ยนแปลงในแต่ละรอบของพี่มีลักษณะเพิ่มขึ้นหรือลดลงอาจมีปัญหามากกว่าที่ผมกล่าวซึ่งผมจะขอกล่าวในหัวข้อถัดไป -หลังจากที่ทำการทดสอบแล้วหากค่า error ไม่มากนักการแก้ค่า backlash อาจช่วยให้ใช้งานได้อีกระยะ แต่หากมากแนะนำให้ลองถอดบอลสกรูและเปลี่ยนเม็ดลูกปืนใหม่และเปลี่ยนลูกปีน support หัวท้ายใหม่ด้วย ในกรณีที่ถอดลูกปืน support หัวท้ายบอลสกรูอย่าลืมถ่ายรูปการประกบหน้าหลังของลูกปืนให้ดีเพราะหากประกอบผิดอาจทำให้หลอมหรือฝืดได้และเป็นสาเหตุให้ลูกปืนเสียได้ |
ความคิดเห็นที่ 4
|
22/05/2555 00:19 น. |
-หากไม่ดีขึ้นให้ทำการเปลี่ยนบอลสกรูใหม่ไปเลย ราคาไต้หวันไม่แพงมากเท่าไหร่ จะให้ดีถ้ามีงบประมาณพอแนะนำให้จ้างช่างที่รับทดสอบค่า pich error ด้วย Laser มาหาค่าและนำค่าที่ได้ไปใส่ใน parameter pich error จะทำให้การเคลื่อนที่ถูกต้องมากยิ่งขึ้น คือบอลสกรูที่มีในโลกนี่ค่า pich error แต่ละช่วงไม่เท่ากันอย่างแน่นอนถึงแม้จะเป็นของใหม่ล้วนแล้วแต่ error ทั้งนั้น ถึงแม้จะใช้ Laser ตรวจสอบใช่ว่าจะได้ค่าที่ถูกต้องเพียงแต่มันทำให้ได้ค่าที่ใกล้เคียงมากที่สุดเท่านั้น เนื่องจากมีตัวแปรอีกหลายอย่างที่ทำให้เกิดค่า error แค่เรื่องอุณหภูมิก็มีผลหรือแรงลมก็มีผล ที่ชุด laser test ส่วนใหญ่จึงมี senser พวกนี้ชดเชยค่าด้วย เดี่ยวผมมาต่อสาเหตุถัดไปให้นะครับมีแยะพอสมควร ผมอยากอธิบายให้เห็นภาพจึงขอเขียนเป็นข้อๆยังเหลืออีกหลายสาเหตุครับแต่วันนี้เหนื่อยแล้วครับขอนอนก่อน |
ความคิดเห็นที่ 5
|
22/05/2555 08:18 น. |
ขอบคุณมากครับสำหรับคำตอบครับ เครื่องเป็นเครื่องมือหนึ่งเลยครับ Fanuc 0i เดินผิดตำแหน่งที่ผมว่านี้คือเครื่องจะเดินไปจากจุดศูนย์ที่ G54 ที่ตั้งไว้แล้วจะไม่ตรงเดิมอ่ะครับ แต่จะเดินผิดไปเยอะมากสังเกตเห็นได้ชัดเจนเลยครับบางครั้งเครื่องเดินจน over stoke ครับ แต่พอเรา zero return ทุกแกนก็กลับมาเดินตรงตำแหน่งอ่ะครับ ขอบคุณอีกครั้งครับ patapee |
ความคิดเห็นที่ 6

25/05/2555 04:11 น. |
ผมไม่แน่ใจว่า พารามิเตอร์ ที่เกี่ยวข้องกับ ระยะการเคลือนที่ ผิดพลาดไปหรือไม่ ระหว่าง Absolute, Relative, และ Machine Position รวมถึง การใช้ และ ไม่ใช้ Second Reference Position. ขออภัยที่ทำได้แค่ ตั้งขอสังเกตุ ไม่มีเวลาดูให้ แบบลึกๆครับ |
ความคิดเห็นที่ 7
|
25/05/2555 13:06 น. |
ช่วยหน่อยครับอาจารย์ ปฐพี |
ความคิดเห็นที่ 8
|
25/05/2555 14:50 น. |
ส่งไฟล์ ที่เดิน แล้ว ระยะเคลื่อน กับ version ของ Oi คอนโทรล มาให้ดูหน่อย ว่าเป็น Oi MA, MB, MC, หรือ MD เพราะแต่ละรุ่น ต่างกัน ผมจะลอง หาไฟล์ Manual มาลองอ่านดู จำได้ว่า มีเล่ม พารา อยู่เหมือนกัน แต่ยังไม่ รับประกัน เรื่องเวลานะ ถ้าดาวน์โหลด พาราฯ มาเก็บไว้แล้ว ก็ส่งมาด้วย จะได้เทียบได้ Text ไฟล์เล็กนิดเดียวเอง ทำไม่เป็น ไปโหลด คู่มือผมมาอ่าน แล้วทำซะ |
ความคิดเห็นที่ 9
|
26/05/2555 00:39 น. |
|
ความคิดเห็นที่ 10
|
26/05/2555 01:00 น. |
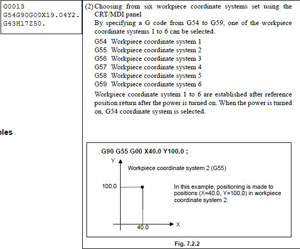
รูปลงได้แล้ว โอเค มาว่า กันต่อ จากรูป กรอปด้านซ้าย คงจำได้ ว่าเป็น หัวโปรแกรม ของคุณ pee22 โดยเรียก G54G90G00X... Y... แต่ไม่มีการสั่ง G28 X0Y0Z0 ก่อนที่หัวโปรแกรม (การทำ Zero Return) หากสังเกตุ จะพบว่า กรอบด้านขวา ตัวอย่างคำสั่ง กำหนดให้ใช้ G90 G55 G00 X.. Y... ( G54 = G55 - G59 ) แม้ว่า Default ของการเปิดเดรื่อง G90 จะเป็น Default ก็ตาม (G90 Absolute position) แต่คำสั่ง G54 เป็นการเลื่อน Reference Position มายังตำแหน่งของ G54 ที่ใส่ค่าไว้ ทำให้ ค่า Absolute + Relative บางส่วน ย้ายมายัง G54 แถมยังไปกำกับต่อด้วย G90 (Absolute position) ตามหลัง G54 ตามด้วย ท้ายโปรแกรม ไม่มีคำสั่ง G28 เพื่อคืนค่า Reference point ให้กับเครื่อง ซึ่งปกติ การเขียนโปรแกรมคอมพิวเตอร์ คำสั่งที่มาทีหลัง จะมีความ ขลัง กว่าำคำสั่งแรก ทำให้เหมือนกับว่า คุณย้าย Absolute position มายัง ตำแหน่ง G54 (อย่าลืมว่า ในขณะนั้น ค่า Zero Reference Position ที่สัมพันธ์ฺกับ Machine Position ยังถูกเก็บไว้ใน system variable รอการเรียกคืนด้วย คำสั่ง G28/G30) ดังนั้น จึงเป็นเหตุให้ การกำหนดตำแหน่งอ้างอิง มีการเคลื่อนที่ไป เพราะส่วนใหญ่ที่ผมเห็น หัว และ ท้ายของ โปรแกรม จะต้องสั่ง G28 หรือ G30 เพื่อให้ คอนโทรลทราบว่า ขอคืนค่า Zero Reference คืนไปยัง ค่าใน system parameter ดังนั้น เมื่อคุณ ส่งค่าใหม่ เครื่องจะ คิดว่า ตำแหน่งใหม่ ที่ป้อนไว้ใน G54 คือ ค่า Zero ยกเว้น คอนโทรล บางรุ่น ที่ยกเลิก coordinate system โดยอัตตโนมัติ เมื่อมีการเิริ่มโปรแกรมใหม่ หมายเหตุ เป็นข้อสังเกตุส่วนตัว และ ยังไม่ได้ อ่านเอกสาร ลงลึก เพียงแค่ เปิดดูจาก operating manual ก่อนตอบคำถาม เพียง 20 นาที หากท่านใด มีความเห็นอื่น ก็โพสต์ ต่อได้ครับ แถมท้่าย การกำหนดการเคลื่อนที่ของเครื่องจักร มีค่าตำแหน่ง 3 แบบ คือ Machine Position Absolute Position (G90) Relative Position (G91) ตำแหน่งของ G90 จะมีความสัมพันธ์กับ Machine Position โดยปรับค่าใน คำสั่ง G28 โดยการเอาค่าจาก System parameter มาบวกลบ กับ ค่าที่อ่านได้จาก สเกล เมื่อคุณทำการย้าย มันไป จำเป็นต้อง คืนค่าด้วย หากคอนโทรล ไม่มี ฟังชั่น ในการคืนค่าโดยอัตโนมัติ และเนื่องจาก ไม่ได้บอกว่า เป็น Oi MA, MB, MC, MD จึงขอตั้งข้อสังเขป เพียงเท่านี้ก่อนครับ ผิด ตก ยกเว้น |
ความคิดเห็นที่ 11
|
26/05/2555 11:21 น. |
ผมเคยลองเขียนโปรแกรม zero return แล้วครับอาจารย์แต่ไม่ได้ผลครับ |
ความคิดเห็นที่ 12
|
26/05/2555 11:34 น. |
ผม zero return ท้ังที่หัวโปรแกรมและท้ายโปรแกรมเลยครับ อาจารย์ Fanuc Oi MD ครับ |
ความคิดเห็นที่ 13
|
26/05/2555 12:01 น. |
ถ้ายังงั้น ขอดูเพิ่มหน่อย ละกัน อาจใช้เวลาหน่อย นะ |
ความคิดเห็นที่ 14
|
26/05/2555 17:29 น. |
ขอบคุณอาจารย์มากครับ |
ความคิดเห็นที่ 15
|
30/05/2555 00:28 น. |
ตามที่ได้ตอบไปแล้วทาง เมล์ส่วนตัว ขอลงไว้เล็กน้อย เผื่อท่านอื่น มีข้อสังเกตุเพิ่มเติม คือ ผมเกิดข้อสงสัย ในค่าพารามิเตอร์ บางตัว ที่เกี่ยวข้องกับ การคืนค่า Reference Zero Return จากที่ให้มา แต่เนื่องจาก Parameter Manual ที่ผมมีกลับเป็น คนละรุ่นกัน คือ ของผมเป็น Model C แต่ของ pee22 เป็น Model D ซึ่งอาจมีข้อแตกต่าง และเนื่องจาก วันเสาร์นี้ ผมมีนัดไปหา เพื่อน(คนขายเครื่อง) จะลองยืมของรุ่นนี้มาดู หรือ อาจถามจาก ทีมช่างอีกที เผื่อจะได้คำตอบเพิ่ม เพราะจากที่บอกว่า ได้ใส่ G28 ทั้งที่หัว และท้าย โปรแกรมแต่ก็ไม่หาย เลยสงสัย (ความจริง เจอบางส่วนแล้ว แต่เนื่องจากเป็น คนละ Model จึงอยากดูจาก เล่มที่เป็น Model เดียวกัน เผื่อมีข้อแตกต่าง) |
16 July 2025
:: MEMBER LOGIN
:: OUR SPONSORS










|
|

Copyright© 9engineer.com, All rights reserved. Tel. 086-1222078 Email: no-reply@9engineer.com (Powered By : SiamWebMaker.in.th)