




โดย : อ. ชำนาญ เฉลิมยุทธ
พื้นฐานการออกแบบระบบควบคุมที่ใช้ PLC/PC อย่างปลอดภัย ( Fundamental of Control safety )
ในการเขียนโปรแกรมควบคุมการทำงานของเครื่องจักร หรือ กระบวนการผลิตต่างๆ สิ่งที่จำเป็นจะต้องคำนึงถึงเป็นอันดับแรกคือ ความปลอดภัย ของผู้ปฏิบัติงาน หรือผู้ที่เกี่ยวข้องกับเครื่องจักรหรือกระบวนการผลิต นั้นๆ ซึ่งจะต้องมีความปลอดภัยทุกสภาวะ เช่น ในสภาวะการทำงานปกติ , สภาวะที่เกิดความผิดปกติเกิดขึ้น หรือ ในสภาวะที่มีการหยุดแบบฉุกเฉิน (Emergency stop) นอกจากนั้นยังต้องคำนึงถึงความปลอดภัยของเครื่องจักร และกระบวนการผลิตด้วย
ดังนั้นจึงมีความจำเป็นอย่างยิ่งที่ผู้เขียนโปรแกรมควบคุมการทำงานของเครื่องจักรและกระบวนการผลิตเหล่านั้น ต้องทราบสถานะที่ปลอดภัยที่สุดของอุปกรณ์ทำงานแต่ละตัว และพิจารณาให้ไม่เกิดสภาวะที่เสี่ยงอันตรายเกิดขึ้น และถ้ามีสถานที่ ,ขั้นตอนการทำงานหรือกระบวนการใด มีความเสี่ยงที่จะเกิดอันตรายเกิดขึ้น จะต้องมีการใช้อุปกรณ์ในการป้องกันอันตรายที่จะเกิดขึ้นที่จุดนั้นด้วย ซึ่งในปัจจุบันได้มีการจัดทำมาตรฐาน European Machinery Safety Standard ขึ้น ซึ่งจะครอบคลุมระบบควบคุมการทำงานของเครื่องจักร ที่สามารถสรุปได้ดังนี้
- วงจรการทำงานฉุกเฉิน เช่น สวิตช์หยุดฉุกเฉิน (Emergency stop button) และสวิตช์ที่ใช้สำหรับควบคุมอุปกรณ์ป้องกันอันตราย จะต้องเป็นอิสระจากการควบคุมของ PLC หรือ อิเลคทรอนิคส์ลอจิกเกท นั่นคือจะใช้สวิตช์ รีเลย์ หรือคอนแทคเตอร์ในการสร้าง วงจร และอาจจะมีการส่งสัญญาณต่างๆ ให้กับระบบ PLC ให้รับรู้การทำงานของระบบ Emergency stop
- ผู้ออกแบบจะต้องจัดการไม่ให้มีการปฏิบัติการที่ไม่ปลอดภัย นอกจากนั้นในแต่ละขั้นตอนจะต้องมีการจัดทำเอกสารที่สามารถ อ้างอิงและ ตรวจสอบ ได้ตลอดเวลา
- การทำการเปลี่ยนแปลง แก้ไขสิ่งใดก็ตามในระบบควบคุม ควรจะมีการเตรียมการที่ดีและมีระยะเวลาที่นานพอสมควร เพื่อลด อัตราการเกิดความเสี่ยงที่จะเกิดขึ้นภายในระบบควบคุม
-
ในกรณีที่ยังคงมีอัตราเสี่ยงที่จะเกิดอันตรายขึ้นที่จุดใด ควรจะมีการใช้อุปกรณ์ป้องกันอันตรายในการทำงานที่จุดนั้น
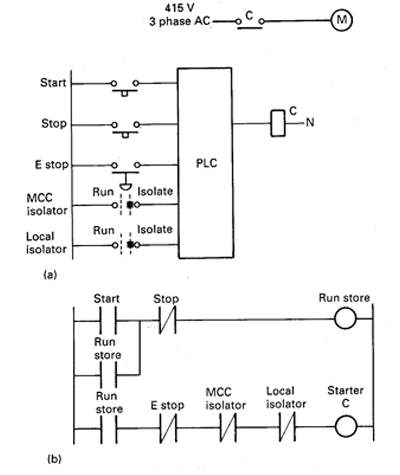
รูปที่ 1 แสดงวงจรควบคุมการสตาร์ทมอเตอร์ โดยไม่ได้ใช้ระบบ PLC
จากรูปที่ 1 แสดงวงจรควบคุมการสตาร์ทมอเตอร์ โดยไม่ได้ใช้ระบบ PLC ในการควบคุม ซึ่งเราจะเห็นว่ามีลักษณะในการป้องกันอันตรายดังนี้
- มีการใช้สวิตช์เพื่อตัดกำลังงานไฟฟ้าที่ MCC (MCC isolator)
- มีการใช้สวิตช์เพื่อตัดกำลังไฟฟ้าที่จุดใกล้กับ มอเตอร์ (Local isolator) ซึ่งสวิตช์ในข้อ 1. และข้อ 2. จะใช้ป้องกันอันตรายในระหว่างที่มีการซ่อมที่มอเตอร์ หรือ ที่โหลดของมอเตอร์
- จะใช้สวิตช์หน้าสัมผัสปกติปิด (NC) ที่สวิตช์สำหรับหยุดมอเตอร์ และสวิตช์สำหรับหยุดฉุกเฉินซึ่งในกรณีที่สายสัญญาณขาด จะทำให้มีลักษณะการทำงานคล้ายกับมีการกดสวิตช์เหล่านั้น เพื่อตัดแหล่งจ่ายกำลังไฟฟ้าที่จ่ายให้กับมอเตอร์
- ถ้ามีการกดสวิตช์สำหรับหยุดฉุกเฉินแล้ว ทำการปล่อย มอเตอร์จะต้องไม่เริ่มต้นทำงานอีกครั้ง
- สวิตช์สำหรับตัดแหล่งจ่ายกำลังไฟฟ้า และสวิตช์สำหรับหยุดฉุกเฉินจะต้องมีลำดับความสำคัญในวงจรการทำงานสูงสุดซึ่งจากวงจรควบคุมการสตาร์ทมอเตอร์ รูปที่ 1 อาจจะมีโอกาสที่จะเกิดความไม่ปลอดภัย ขึ้นได้ เนื่องมาจากหน้าสัมผัสของสวิตช์หยุดฉุกเฉิน มีปัญหาโดยมีสถานะอยู่ในลักษณะหน้าสัมผัสปิดเท่านั้น แต่ความผิดปกติเหล่านี้เกิดขึ้นได้ค่อนข้างยาก จึงถือว่าวงจรในรูปที่ 1 มีความปลอดภัยในการทำงาน
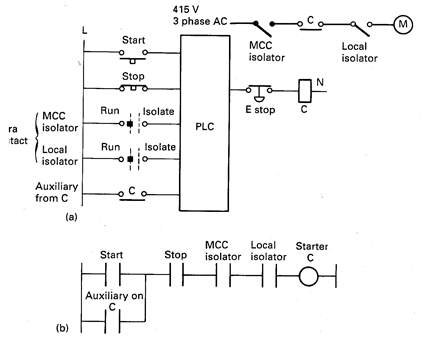
รูปที่ 2 แสดงวงจรควบคุมการสตาร์ทมอเตอร์ โดยใช้ระบบ PLC ควบคุมการทำงาน ที่ไม่ปลอดภัย
ในรูปที่ 2 เป็นวงจรที่มีหน้าที่การทำงานในลักษณะเดียวกันแต่ใช้ ระบบ PLC ในการควบคุมการทำงาน โดยการทำงานในลักษณะนี้มีความไม่ปลอดภัยเกิดขึ้น เราจะพิจารณารายละเอียด ได้ดังนี้
-
เราประหยัดในการใช้ MCC และ Local isolator ซึ่งเป็นสวิตช์แรงดันสูง โดยการใช้สวิตช์ธรรมดา ต่อเข้ากับระบบ PLC เพื่อสร้างสัญญาณ MCC และ Local isolator แทน ซึ่งสวิตช์ที่เราใช้แทนนี้ไม่สามารถตัดแหล่งจ่ายกำลังงานไฟฟ้าได้โดยตรง
-
เราใช้สวิตช์หน้าสัมผัสปกติเปิด (NO) สำหรับสวิตช์ควบคุมการหยุดมอเตอร์ และ สวิตช์ควบคุมการหยุดฉุกเฉิน จะทำให้เกิดสภาวะที่ไม่สามารถควบคุมได้ในกรณีที่สายสัญญาณขาด
-
โปรแกรมควบคุมการทำงานของระบบ ดังภรูปที่ 2 (b) ซึ่งเป็นโปรแกรมที่ไม่ปลอดภัย คือในกรณีที่เรากดสวิตช์ควบคุมการหยุด ฉุกเฉิน แล้วปล่อยมอเตอร์ยังสามารถที่จะเริ่มต้นทำงานได้อีกครั้ง
-
ในกรณีที่แหล่งจ่ายกำลังไฟฟ้าของหน่วยอินพุทขาดหายไป ในระหว่างที่มอเตอร์กำลังทำงานอยู่ จะทำให้เกิดสภาวะที่ไม่สามารถควบคุมมอเตอร์ได้
-
รูปที่ 3 แสดงวงจรควบคุมการสตาร์ทมอเตอร์ โดยใช้ระบบ PLC ควบคุมการทำงาน ที่ปลอดภัย
รูปที่ 3 จะเป็นการใช้ระบบ PLC ในการควบคุมการสตาร์ทมอเตอร์ โดยพิจารณาพื้นฐานจากวงจรในรูปที่ 1 โดยเราจะใช้หน้าสัมผัสช่วย (Auxiliary contact) ของ MCC isolator และ Local isolator เป็นสัญญาณอินพุทให้กับระบบ PLC และใช้สวิตช์ควบคุมการหยุดมอเตอร์ และสวิตช์ควบคุมการหยุดฉุกเฉิน จะใช้สวิตช์หน้าสัมผัสปกติปิด นอกจากนั้นยังนำเอาสัญญาณเอ้าท์พุท จากหน้าสัมผัสช่วยมาต่อเป็นอินพุทของระบบ PLC ด้วย เพื่อใช้ในการแลทช์ โปรแกรม และจะเห็นว่าเราต่อสวิตช์ควบคุมการหยุดฉุกเฉินเพื่อควบคุม เอ้าท์พุท และเป็นอิสระจากการควบคุมของระบบ PLC และในกรณีที่เรากดสวิตช์ควบคุมการหยุดฉุกเฉิน แล้วปล่อยสวิตช์ จะเห็นว่ามอเตอร์ไม่สามารถที่จะเริ่มต้นทำงานต่อไปได้ (เนื่องจากหน้าสัมผัสช่วยที่ใช้แลทช์ มีสถานะเป็น “0”) และในกรณีที่แหล่งจ่ายกำลัง ไฟฟ้าของหน่วยอินพุทขาดหายไป ระบบ PLC ก็จะรับรู้โดยมีลักษณะคล้ายกับมีการกดสวิตช์ควบคุมการหยุดมอเตอร์ ทำให้มอเตอร์หยุดทำงาน
ในกรณีที่ยังคงมีอัตราเสี่ยงที่จะเกิดอันตรายขึ้นที่จุดใด ควรจะมีการใช้อุปกรณ์ป้องกันอันตรายในการทำงานที่จุดนั้น
|
|
|
|
เราประหยัดในการใช้ MCC และ Local isolator ซึ่งเป็นสวิตช์แรงดันสูง โดยการใช้สวิตช์ธรรมดา ต่อเข้ากับระบบ PLC เพื่อสร้างสัญญาณ MCC และ Local isolator แทน ซึ่งสวิตช์ที่เราใช้แทนนี้ไม่สามารถตัดแหล่งจ่ายกำลังงานไฟฟ้าได้โดยตรง
เราใช้สวิตช์หน้าสัมผัสปกติเปิด (NO) สำหรับสวิตช์ควบคุมการหยุดมอเตอร์ และ สวิตช์ควบคุมการหยุดฉุกเฉิน จะทำให้เกิดสภาวะที่ไม่สามารถควบคุมได้ในกรณีที่สายสัญญาณขาด
โปรแกรมควบคุมการทำงานของระบบ ดังภรูปที่ 2 (b) ซึ่งเป็นโปรแกรมที่ไม่ปลอดภัย คือในกรณีที่เรากดสวิตช์ควบคุมการหยุด ฉุกเฉิน แล้วปล่อยมอเตอร์ยังสามารถที่จะเริ่มต้นทำงานได้อีกครั้ง
ในกรณีที่แหล่งจ่ายกำลังไฟฟ้าของหน่วยอินพุทขาดหายไป ในระหว่างที่มอเตอร์กำลังทำงานอยู่ จะทำให้เกิดสภาวะที่ไม่สามารถควบคุมมอเตอร์ได้
|
|
รูปที่ 3 จะเป็นการใช้ระบบ PLC ในการควบคุมการสตาร์ทมอเตอร์ โดยพิจารณาพื้นฐานจากวงจรในรูปที่ 1 โดยเราจะใช้หน้าสัมผัสช่วย (Auxiliary contact) ของ MCC isolator และ Local isolator เป็นสัญญาณอินพุทให้กับระบบ PLC และใช้สวิตช์ควบคุมการหยุดมอเตอร์ และสวิตช์ควบคุมการหยุดฉุกเฉิน จะใช้สวิตช์หน้าสัมผัสปกติปิด นอกจากนั้นยังนำเอาสัญญาณเอ้าท์พุท จากหน้าสัมผัสช่วยมาต่อเป็นอินพุทของระบบ PLC ด้วย เพื่อใช้ในการแลทช์ โปรแกรม และจะเห็นว่าเราต่อสวิตช์ควบคุมการหยุดฉุกเฉินเพื่อควบคุม เอ้าท์พุท และเป็นอิสระจากการควบคุมของระบบ PLC และในกรณีที่เรากดสวิตช์ควบคุมการหยุดฉุกเฉิน แล้วปล่อยสวิตช์ จะเห็นว่ามอเตอร์ไม่สามารถที่จะเริ่มต้นทำงานต่อไปได้ (เนื่องจากหน้าสัมผัสช่วยที่ใช้แลทช์ มีสถานะเป็น “0”) และในกรณีที่แหล่งจ่ายกำลัง ไฟฟ้าของหน่วยอินพุทขาดหายไป ระบบ PLC ก็จะรับรู้โดยมีลักษณะคล้ายกับมีการกดสวิตช์ควบคุมการหยุดมอเตอร์ ทำให้มอเตอร์หยุดทำงาน
========================================================
 |
||
- ================= ยูทุปของ 9engineer ,com ===================
- คลิปที่น่าสนใจจัดทำโดย 9engineer.com ภายใต้ชื่อช่องTechnology talk Channel
- 1. วงจรและวิธีการสตาร์ทแบบไดเร็คออนไลน์ DOL
- 2. วงจรควรคุมการกลับทางหมุน
- 3. วงจรและวิธีการสตาร์ทแบบสตาร์ เดลต้า Y-D Starter
- 4. การสตาร์แบบออโตทรานส์ฟอร์เมอร์ Auto transformer starter
- 5. การต่อขดลวดมอเตอร์ อย่างไรไม่ให้เกิดการใหม้หรือเสียหาย
- 6. การเช็ตโอเวอร์โหลดรีเลย์
- 7.การเช็ตโอเวอร์โหลดรีเลย์กับมอเตอร์ที่มีเซอร์วิสแฟคเตอร์
- 8.รีเลย์กับคนแทคเตอร์ต่างกันอย่างไร
- 9.อื่นๆ
- **** นายเอ็นจิเนียร์ขอสงวนสิทธิ์รับรองความถูกต้อง โปรดใช้วิจารณญาณในการรับข่าวสารข้อมูล